








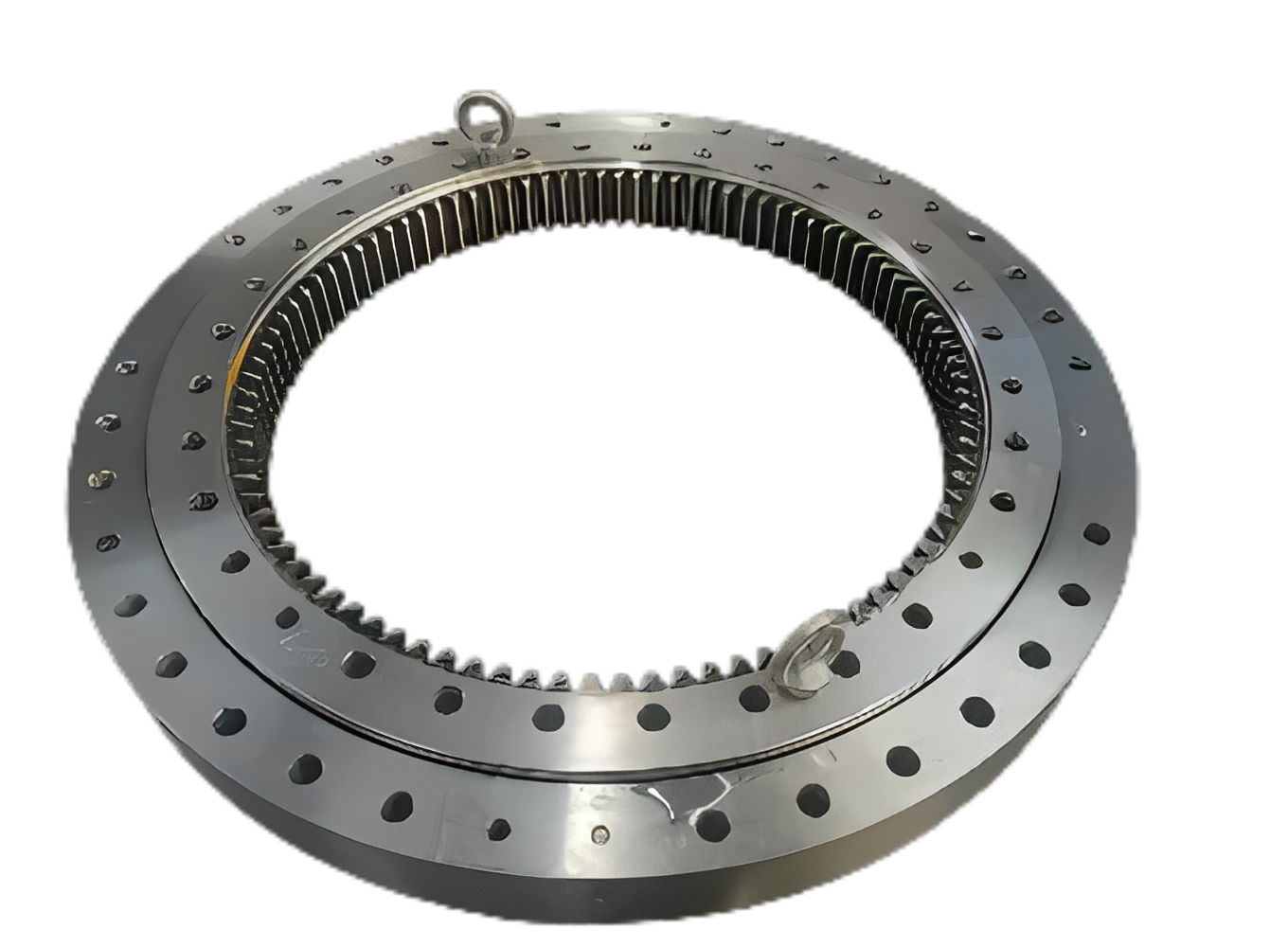
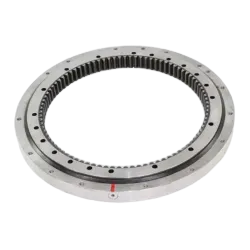
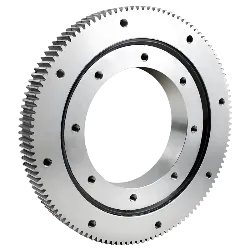
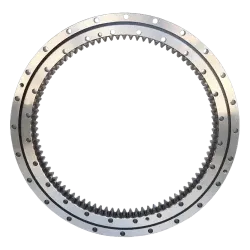
- 1. Single row four-point contact ball slewing bearing
- 01 series
- HS series
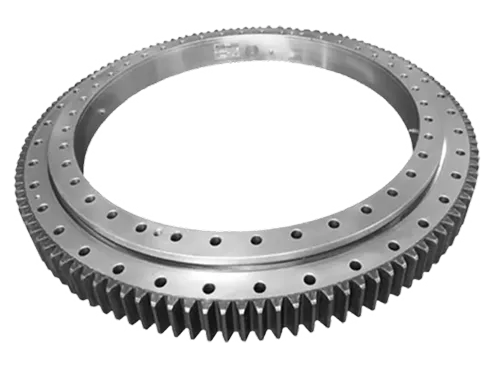
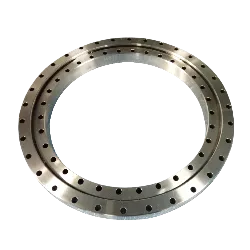
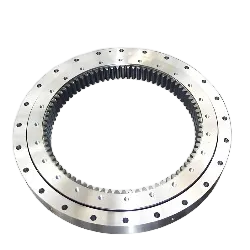
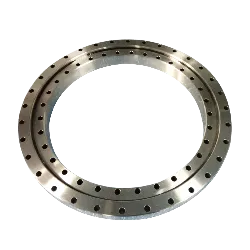
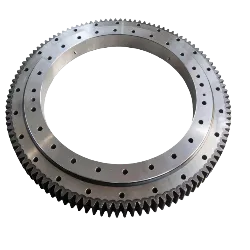
- 2. Cross roller slewing bearing
- 11 series
- HJ series
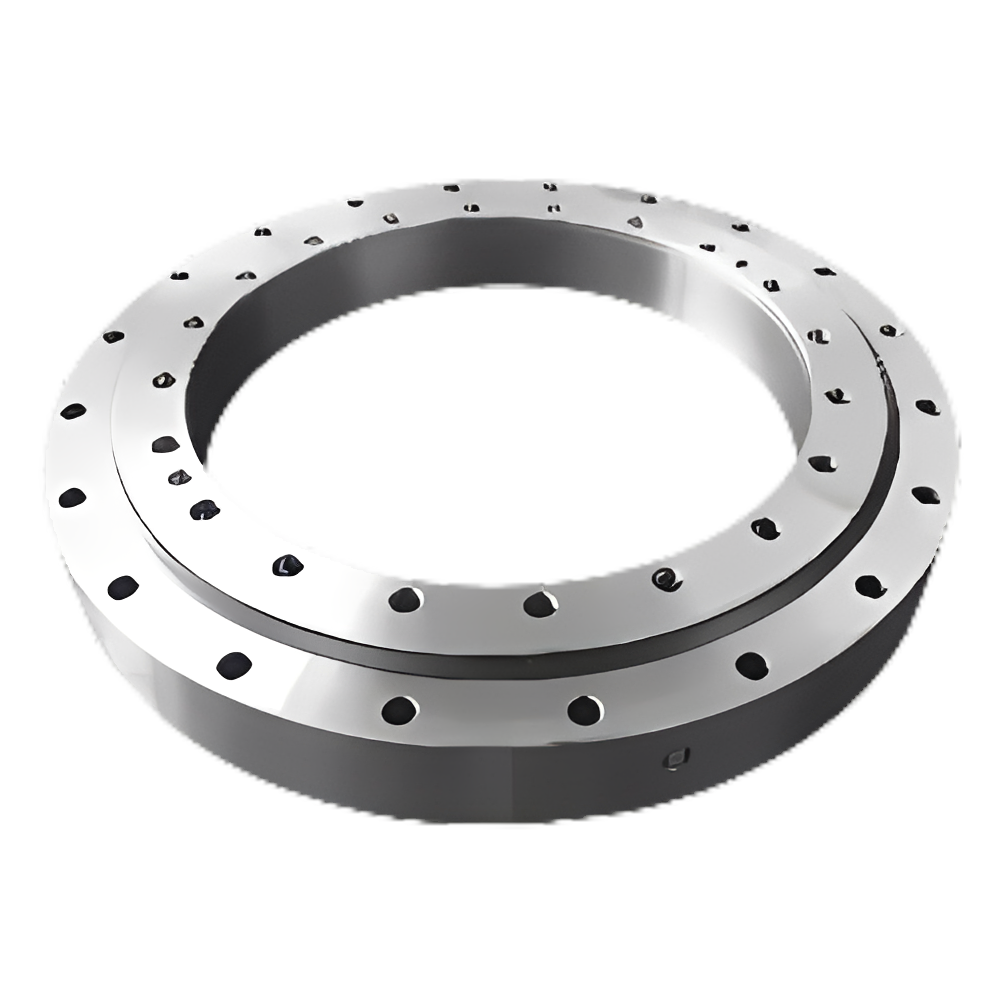
- 3. Double volley ball slewing bearing
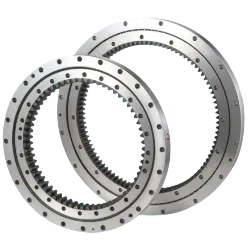
- 4. Double row ball slewing bearing
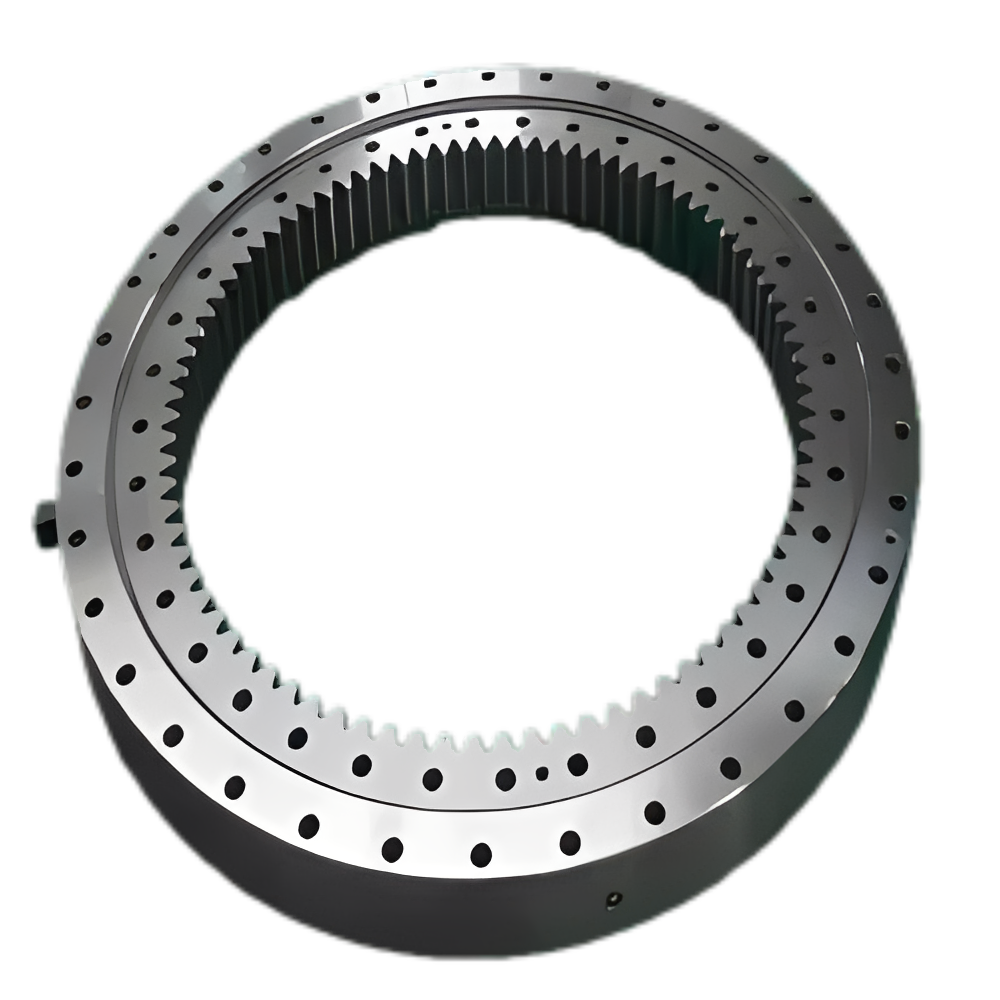
- 5. Three rows of roller slewing bearings
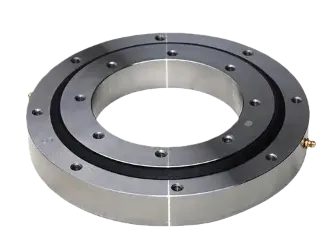
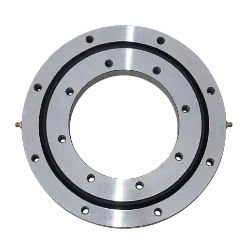
- 6. Light and thin series slewing bearings (specially customized)
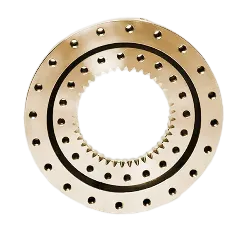
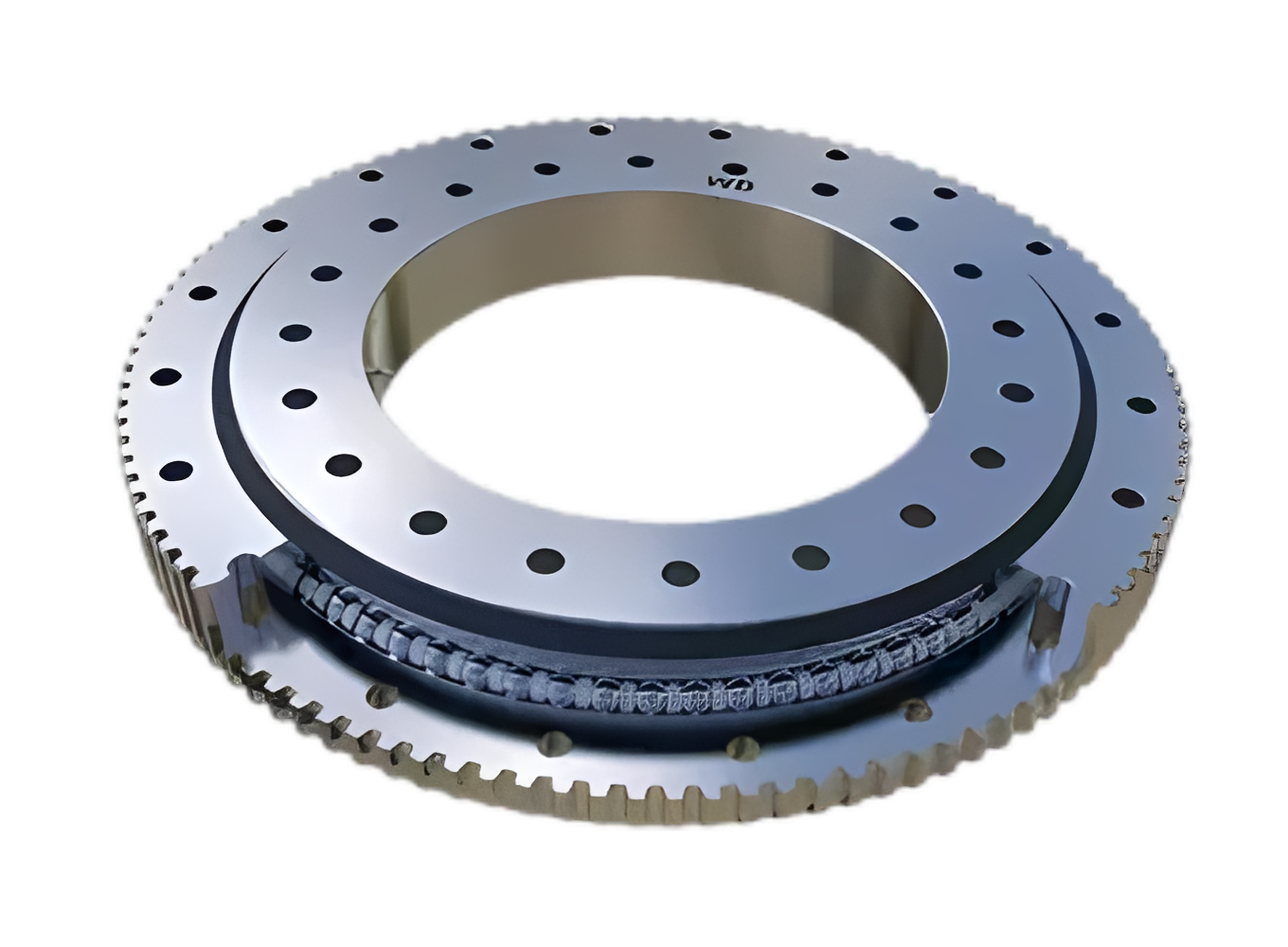
- 7. Excavator slewing bearing series
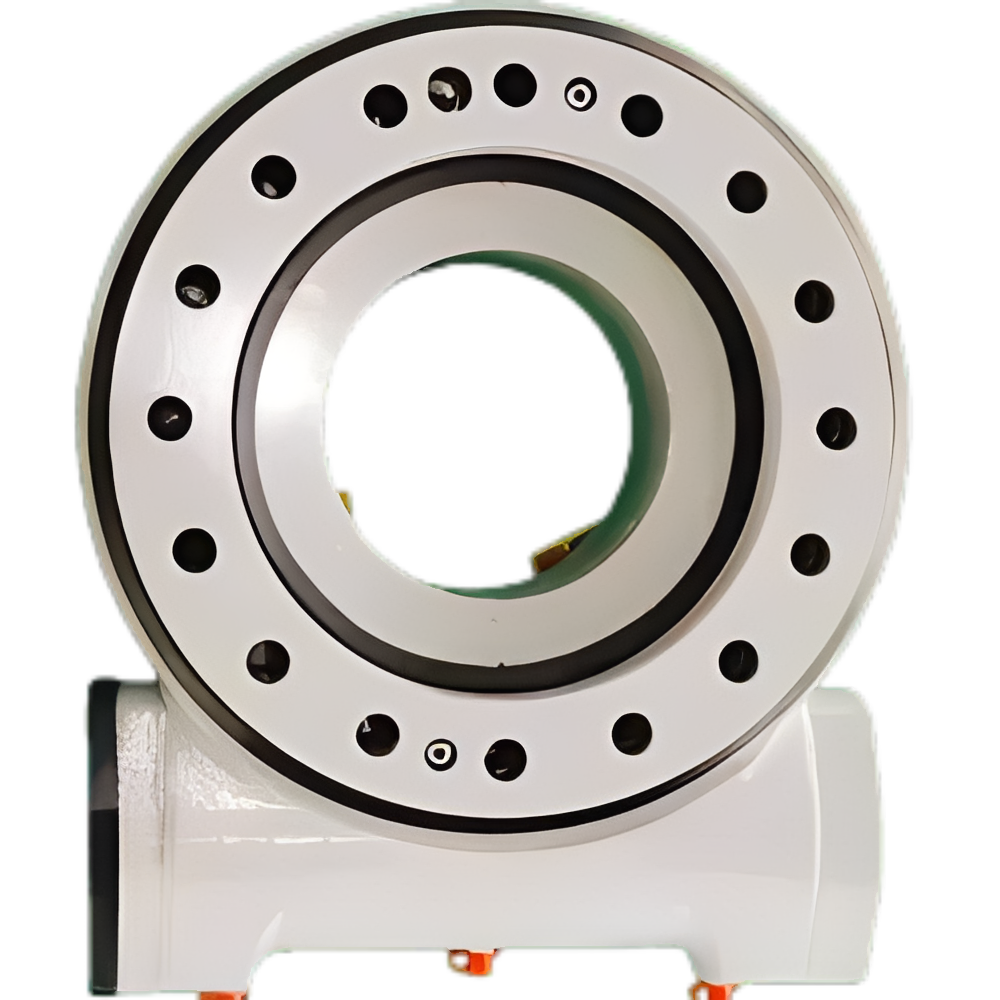
- 8. Rotary drive series
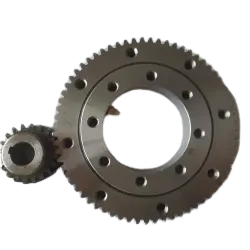
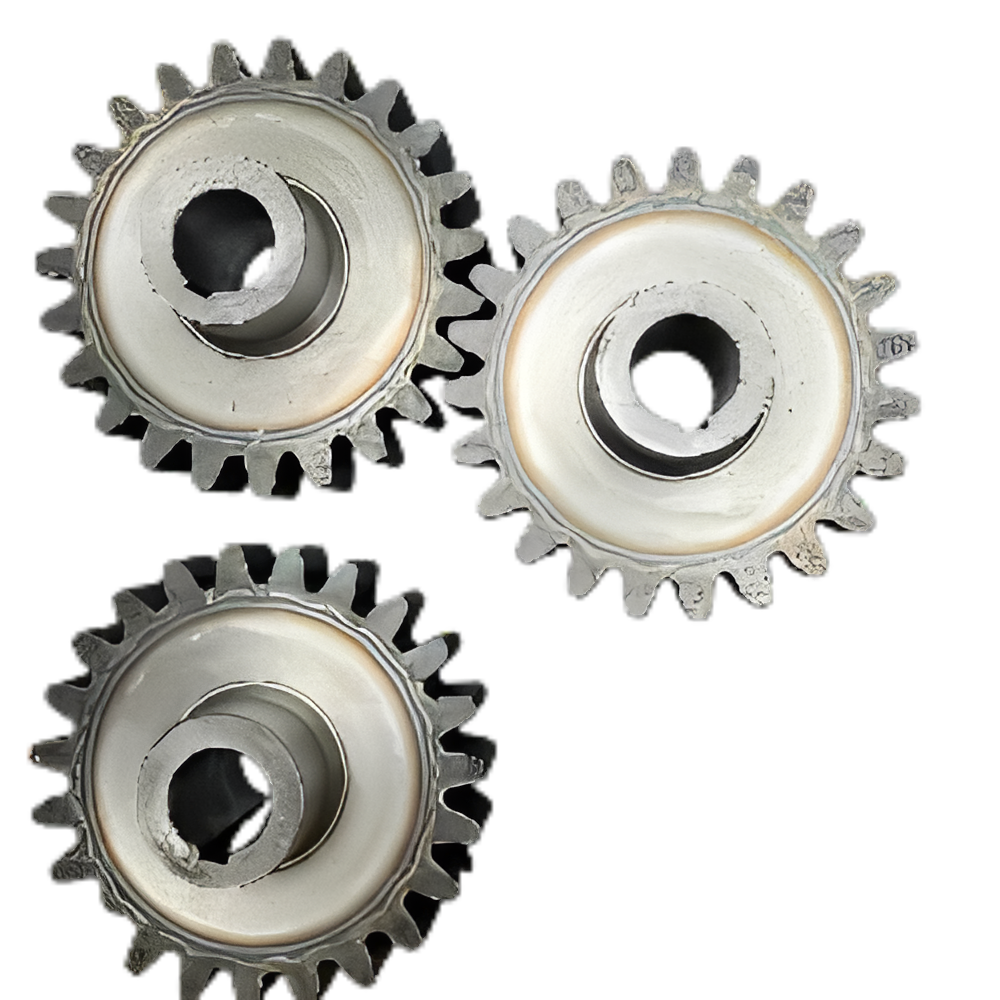
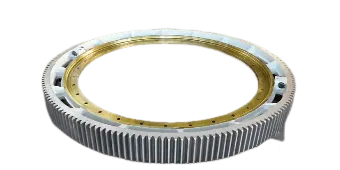
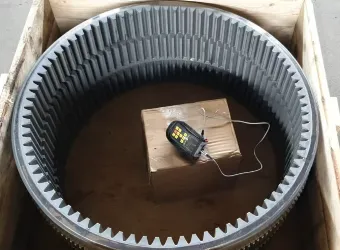
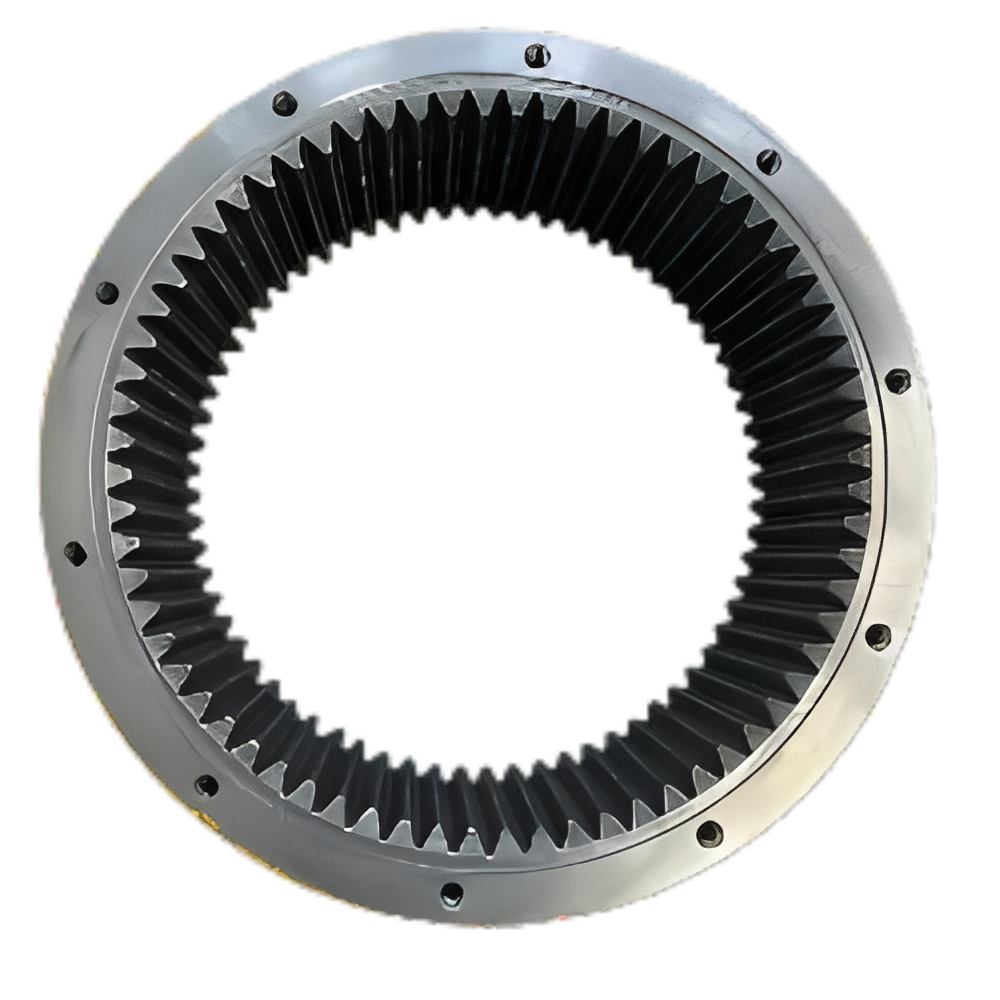
- 9. Matching gears and ring gears
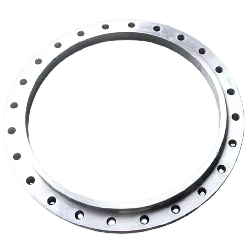
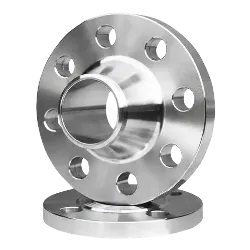
- 10. Flange
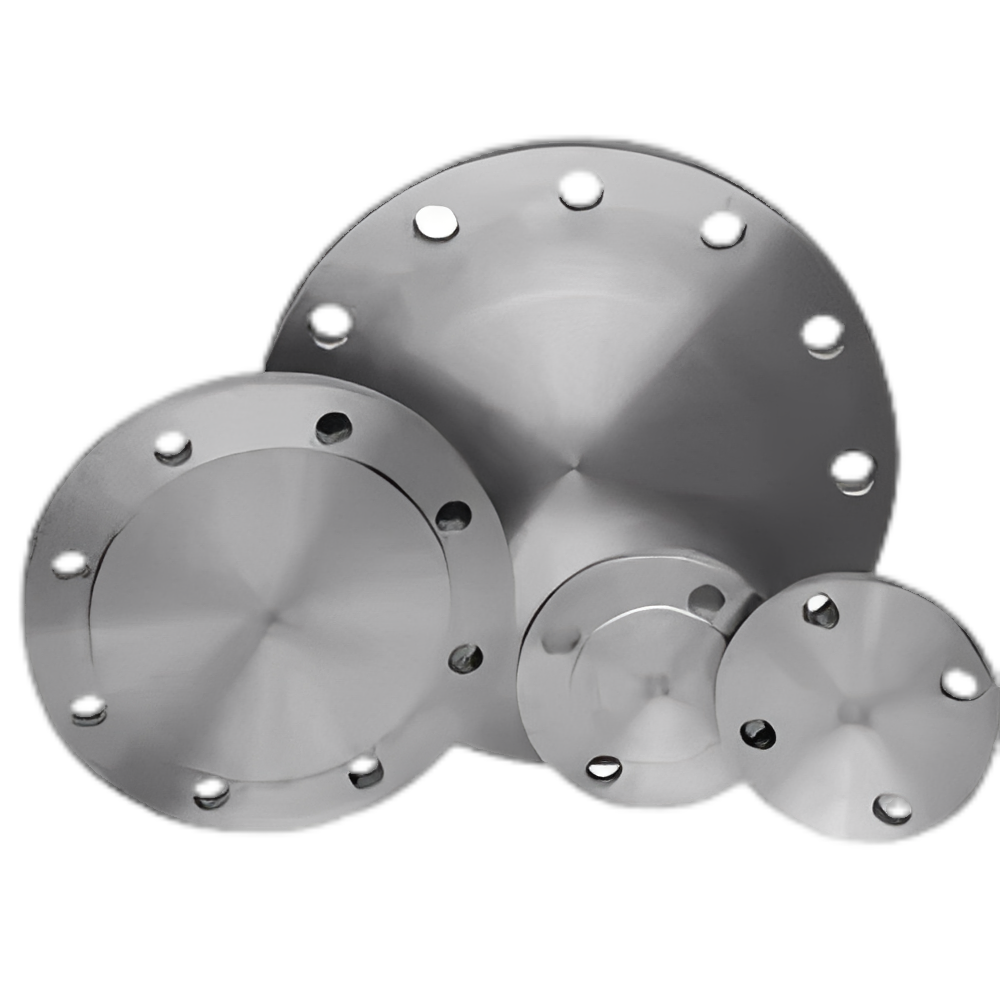
- 11. Flange plate (cover)
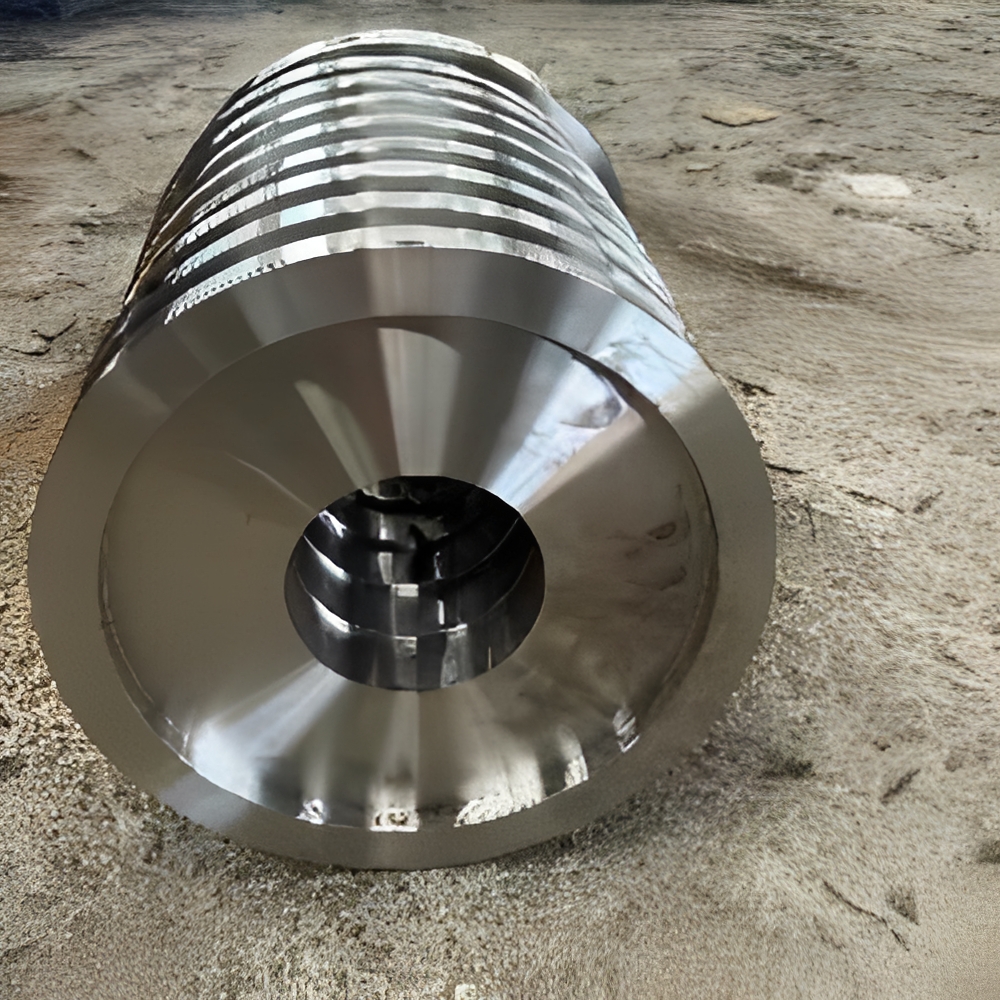
- 12. Ring forgings
















Quick Links
WHAT YOU ARE LOOKING FOR?
Quick Links


